Ink density test
The purpose of the test is to achieve the desired ink density of 1.05 degrees using the least amount of raw ink. In the test process, various new ink mixing ratios were made by using different ink amounts for recovery and reuse instead of the original ink. Different ink formulations are prepared as printing inks, the required amount of recovered ink is recorded, applied to an actual printer, and the resulting data is collected.
We had expected to try a lot of ink mixing ratios before testing to achieve the desired density. Therefore, analog printing can be said to be the best way to narrow the selectable ink mix recipe in the shortest possible time. Analog printing can be performed using a manual printer. The drafting machine is a small roller (4 inches wide x 1.5 inches deep) with our battery meter, which has a specification of 3.4 microns/550/30 degrees and is mounted on a metal squeegee handle. The roller uses a predetermined amount of ink and rolls on the printing sample for printing. The device allows ink and ink formulations to be printed on a non-coated newsprint in one drop with less ink. Each decrease in ink usage is used to calculate ink density, and different ink mix recipes are recorded.
No more than one day, a large number of ink-mix formulas have been printed out of their samples. Further, select some of the samples that have a reasonable chance of printing out the required density and perform large-scale printing with the actual printing volume. First, each new ink mixture is poured into a portable five-gallon ink tank and placed next to the printer ink tank. Containing different mixed ink wheel outflow fields, each type of ink needs to print a version of the newspaper through a printer until all of the screened mixed ink ends its printing. The results of the reduction in the amount of ink used (using a manual printer) and the results of a press field test are shown in Figures 1 and 2.
The difference in density printed by the method of reducing the amount of ink used is significantly greater than the density difference printed by the printing machine. This is due to the relatively stable condition of the printing press: tension of the paper roll, printing pressure, ink film and modification.
According to the above test, the 14/6/3 ratio printing ink formulation (ie, 14 parts of the original ink, 6 parts of recycled ink, and 3 parts of fresh water) can achieve the best results with the minimum amount of the original ink. Mix recipes. Of course, we need to make further adjustments, but what is certain is that this is the most stable density and the adjustment is also the least. This can be used as appropriate to print using this ink.
To be able to implement a new ink-ink blending formula in the ink house, we need to convert the 14/6/3 ink volume to 18 seconds because the automated ink system uses the viscosity to modulate the ink. If only 14 parts of the original ink and 6 parts of recycled ink are put into clean water, the printer will only know the viscosity of the original ink and the mixture of recycled ink and ink. After the original ink is recovered and the flow resistance of the recycled ink is mixed, the ink system is then gradually added to the original ink and recycled and then mixed with the ink until a resistance level of 14/6 is reached.
Finally, the print controller adds fresh water to adjust the ink mix for 18 seconds. In theory, this is a 14/6/3 hybrid ink. (We have begun to look for a printing room system that can mix ink volumes, ratios, and choke levels.) The 18-second ink was printed on our presses in the past three weeks.
Perspective recycling ink
frequency
Density - Original ink - Recycling
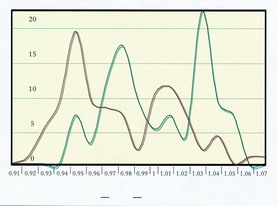
Figure 3 shows the number of occurrences of specific average densities for the reclaimed ink and the original ink. The density of the ink used for recycling the ink is about 0.95 to 1.01, and the density of the original ink is about 0.98 to 1.03.
Although a print density was obtained through each impression cylinder, the conclusion about the overall density quality has not yet been clearly established. However, there is no lack of understanding of the characteristics of recycling ink. There are several key points that can be drawn from testing to several print quality considerations.
The test mode assumes that the printing press performs regular printing, and each page printed is of a uniform design. In the real world of printing, another prerequisite or indispensable for successful recovery and printing with ink is to ensure that the density of ink is printed one page at a time, in the process of printing by recycling ink. The consistency of the original ink density.
Chart 3 shows that the density of the original ink printed on each printing unit is different. It is mainly due to the different degrees of buffering during the printing process and the age of the roller. The printing density of recycled ink is also fluctuating with the condition of the printing press, but the fluctuation of the original ink density is different from the fluctuation of the density of recycled ink and ink, and the gap is even more unexpected. In the case of printing presses, the original ink appears to act as a buffer when printing at low densities, and recycling the ink causes the printer to continue printing in a low-density mode.
Recycling and printing inks can successfully meet the ink density standards at several locations on our presses. However, other locations are far below the standard. In the daily printing process, the position where the minimum ink density is reused is limited or prevented from being recycled and printed with ink. Therefore, we need to pay attention to the position of low reclaim ink density such as squeegee, cushion, and roller to find a solution to increase ink density.
Initially, the printing room, the press department, and the advertising department all accepted the quality of the layout printed on the original ink/recycled ink. However, when using the original ink/recycling and then using the ink to enter the third week, white spots or mottled problems began to appear on the paper. The white dot is the Indian web print dot, which usually ranges from 20% to 45% and is connected. The visual effect is as if the image is stained with black smudges or white spots. Looking closer, the two points are like dumbbells. White spots are caused by the use of recycled ink.
Chattanooga has not yet found a solution to the problem of white spots arising from the use of recycled ink. They have adopted a formula that mixes the original ink with fresh water. If Chattanooga can solve the white point problem and print quality that is similar to ink density, each newspaper can save 13% of black ink. Although this test failed to successfully mix new ink formulations, the knowledge gained in the tests relating to printing ink, recycling of ink, printing problems, and methods of recourse was extremely valuable to the printing department of Chattanooga.
This test is an example of how a flexographic newspaper printing company develops and estimates its use of recycled ink. In the absence of a printing room, ink system, or supporting situation, the test is only to list a possible method of using ink. The results of analogy and testing can assist in other research on the recycling of ink in newspapers. The Chattanooga Printing Division welcomes and encourages printers to share their experiences and opinions on the use of recycled ink and ink.
(to be continued)
Wooden Stick,Round Heads Cotton Buds,Cotton Buds,Wooden Stick Cotton Bud
COTTONWHISPER (TAIZHOU) DAILY PRODUCTS CO.,LTD , https://www.cottonwhipershop.com