New Seven-Layer Rectangular Crimping Process: A Revolutionary Breakthrough in Steel Drum Manufacturing
Yang Wenliang
In recent years, advanced barrel-making technologies from abroad have been continuously introduced into the domestic market, driving innovation and improvement in China’s steel drum manufacturing industry. Among these advancements, the emergence of the seven-layer rectangular crimping technique has created a significant impact, challenging traditional concepts and reshaping the industry. Figure 1 shows a cross-sectional view of the first seven-layer rectangular crimping process developed in Germany, marking a new era in steel drum design.

Figure 1: Cross-section of a Seven-Layer Rectangular Crimp
The earliest steel drums in the world featured a five-layer rectangular crimp structure during the early 19th century. As the usage of steel drums expanded, so did the demand for higher quality and performance. By the late 1980s, the seven-layer round crimp was introduced globally and eventually made its way to China. For the past three decades, this round crimp structure dominated the industry and became the standard for steel drum construction. However, as global transportation needs evolved, the demand for better sealing and structural integrity increased. In recent years, Germany pioneered the use of seven-layer rectangular crimps in critical applications, presenting a major challenge to the traditional crimping methods.
Figure 2 illustrates a conventional seven-layer round crimp. Compared to the rectangular version, the round crimp has a larger contact area, longer center hook, and better leakage resistance. From a mechanical strength perspective, the rectangular crimp offers a larger cross-sectional area, superior strength, and enhanced impact resistance.

Figure 2: Cross-section of a Seven-Layer Round Crimp
During experiments, the seven-layer rectangular crimp demonstrated excellent performance, withstanding even the most stringent drop and pressure tests. Its overall performance is significantly better than that of the traditional round crimp. It is clear that the seven-layer rectangular crimping process will soon replace the conventional method and become the standard in China's steel drum industry in the near future.
So, how can such a complex crimping structure be achieved?
Dimensional Analysis of One- and Seven-Layer Rectangular Hemming Structures
The seven-layer rectangular crimping structure used in Germany is shown in Figure 3. As seen from the figure, the bottom depth of the drum is 15mm, the curl thickness is 9.8mm, the curl width is 13mm, and the outer corner radius is approximately 3mm. The steel sheet thickness is 1.4mm, which is considered heavy-duty material, typically used for critical applications. In comparison, most steel drums in China today are made with 1mm thick steel, while light-duty drums use 0.8–0.9mm, and heavy-duty drums often use 1.2mm. The 1.4mm thickness is mainly used for dangerous goods like yellow phosphorus.
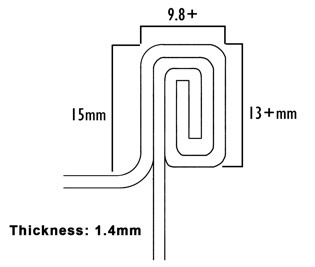
Figure 3: Structural Dimensions of a Seven-Layer Rectangular Crimp
Based on the structure shown in Figure 3, the center head size of the seven-layer crimp is calculated to be 6mm, meaning the minimum penetration at the center is 6mm. In contrast, the center of a conventional seven-layer round crimp is usually around 1mm. Additionally, the body width of the drum is 24.6mm, and the bottom width is 37.3mm—significantly larger than that of the round crimp. To achieve a seven-layer rectangular crimp, the process must be adjusted accordingly, increasing the dimensions compared to the traditional round crimp.
Figure 4 displays the structural and dimensional view of the bucket’s bottom cover after pre-rolling.
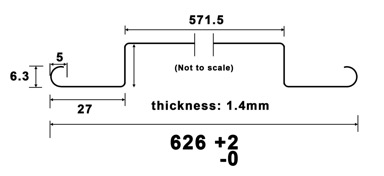
Figure 4: Structure and Dimensions of the Bucket Bottom Cover
Process Realization of Two- or Seven-Layer Rectangular Crimping
To implement the seven-layer rectangular crimp, we conducted several process trials at a factory in Wujiang City, Jiangsu Province. We found that it was difficult to achieve the desired result using the traditional seven-layer round crimping method. Further analysis revealed that after pre-rolling the bottom cover, the groove shape of the first crimping roller should not be too large. If the groove is too big, it becomes hard to wind the center of the curl. After the second forming roller compresses it, the center hook cannot reach the required size. On the other hand, if the first roller’s groove is too small, although the center can be wound, the total amount of material becomes excessive, making it impossible to fit into the groove. Through numerous experiments, we concluded that two rolling edges are insufficient for achieving the seven-layer rectangular crimp.
Therefore, we turned to the three-roller crimping machine produced by Xinhui Sansheng General Machinery Factory, which is a replica of German barrel equipment. This led us to realize that the German sealing machine uses three rollers for a specific reason. Figure 5 shows a physical image of the three-roller sealing machine from Xinhui Sansheng.
Figure 5: Physical Image of a Three-Roller Sealing Machine
Figure 6 provides a detailed view of the working portion of the three-roller sealing machine. Traditionally, the first roller is used for pre-rolling, the second for crimping, and the third for shaping. When applied to the seven-layer rectangular crimp, the first roller has a smaller groove to help wind the center of the bead. The second roller has a larger groove to handle both the center and outer parts of the curl. The third roller features a rectangular groove that shapes the final rectangular structure.

Figure 6: Partial View of the Three-Roller Sealing Machine
The basic crimping process is as follows: Bucket body flanging → Barrel bottom cover blanking and forming → Pre-rolling of the bottom cover → Pressing the barrel body and bottom cover with a sealing machine → First winding seal → Second winding seal → Third shaping. This process is more complex than the traditional seven-layer round crimping.
Through process adjustments and improvements, the seven-layer rectangular crimp structure and dimensions were finally achieved.
The exact groove sizes for each roller vary depending on the material thickness and the specific equipment of each company. Generally, the first roller should have a smaller arc and groove width to allow proper winding of the center. The second roller requires a larger arc and groove width to accommodate both the center and the outer part of the curl. The third roller must match the final rectangular shape of the crimp.
Through practical application, we have established the process for the seven-layer rectangular crimping and identified the special requirements for the sealing machine. We encourage domestic manufacturers to continue researching and experimenting with this technology to develop even more advanced and simplified processes. We hope this article serves as a starting point for further innovation in the field.
Electric Lint Remover,Electric Rechargeable Epilators,Electric Quickly Clean Epilator,Customelectric Lint Remover
ZHEJIANG SHENGFA ELECTRIC APPLIAMNCES CO.,LTD , https://www.sfelectricappliances.com